-
天津星光钢铁有限公司
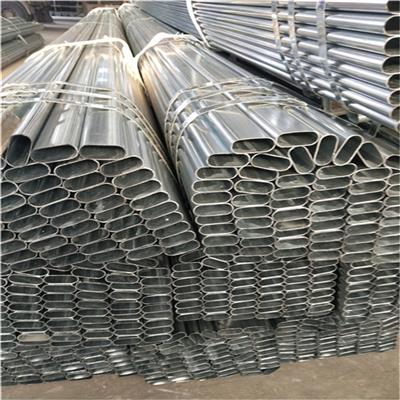
主营:P形管厂家,凹槽管生产厂家,扇形管生产厂家

天津星光钢铁有限公司
主营:P形管厂家,凹槽管生产厂家,扇形管生产厂家 5
5
异型管退火有时候会出现部分浪形,这类缺点与成品检验品质、发电机组炉底辊损坏水平、加温和制冷时的焊接应力等要素相关。对于此事,我们可以采用下列六点对策:
1、根据提升控工业冷风机的心输出量来开展异型管的退火调节。
2、碳套的应用周期时间依据生产制造规格型号和型号能够有一定差别,生产制造型号越高,碳套应用周期时间越少;生产制造规格型号越窄,碳套应用周期时间越少。提议低中型号连退退火发电机组碳套应用周期时间为4-6个月。
3、在异型管加工过程中,根据高矮型号调节和炉内氛围操纵降低结圈磨辊的时间,进而降低碳套辊的总体损坏。假如这时还出现碳套辊总体损坏边浪,则是碳套辊**期服役导致的。

4、一切正常状况下,连退炉内热轧带钢支撑力依据异型管规格型号测算设置,标准是确保热轧带钢的平稳运作。支撑力过小,影响纠偏装置辊的纠偏装置工作能力,不可以确保热轧带钢在炉膛内正中间运作的运动轨迹,使热轧带钢在炉膛内方向跑偏,比较严重时导致刮边。成品检验出现不平度为1.5%的浪形时,炉内张力尽可能降低。
5、确保碳套辊与热轧带钢的同步性。在设置炉辊速率时,要考虑到热轧带钢的热变形,依据相匹配炉段的不一样温度开展炉辊的速率赔偿,使每根炉辊的速率都和相对的热轧带钢速率一致,以降低炉辊和热轧带钢速率不同歩导致的炉底辊损坏。
6、生产制造时要使火炉两边天然气烧嘴点燃的总数一致且遍布对称性,依据仪表盘显示信息和火焰颜色调节点燃情况,使异型管热轧带钢在无空气氧化炉内加温匀称,以避免 造成加温浪形。