-
天津星光钢铁有限公司
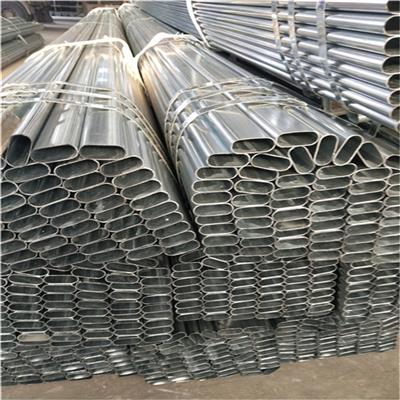
主营:P形管厂家,凹槽管生产厂家,扇形管生产厂家

天津星光钢铁有限公司
主营:P形管厂家,凹槽管生产厂家,扇形管生产厂家 5
5
异型管焊接特别注意的关键点:
(一)选用平特点电焊焊接开关电源,直流电电焊焊接时选用反性。应用一般的CO2悍机就可以焊接,但送丝轮的工作压力请稍调松。
(二)为避免异型管电焊焊接出气孔之出现,电焊焊接位置若有锈迹、油渍等尽量清除整洁。
(三)为使氩气非常好地维护电焊焊接溶池,和有利于焊接实际操作,钨轴线与电焊焊接处产品工件一般应维持80-85°角,添充焊条与异型管表层交角应尽量地小,一般为0°上下。
(四)异型管MIG焊接非常容易遭受风的影响,有时候轻风而造成出气孔,因此风力在0.5m/sec之上的地区,都理应采用抗风对策。

(五)干伸长短,一般的电焊焊接电流量为250A下列时约5毫米,250A之上时约20-25mm比较适合。
(六)电孤长短,不锈钢板异型管的MIG焊接,一般都会喷涌衔接的标准出来焊接,工作电压要调节到弦长在4-6毫米的水平。
(七)钨从汽体喷头突显的长短,以4-5毫米为宜,在角焊等遮掩能力差的地区是2-3毫米,在打槽深的地区是5-6毫米,喷头至工作中的间距一般不**过5毫米。
(八)连接内搭时,为避免******层焊缝的反面被氧化,反面也必须执行汽体维护。
(九)直流电时选用正性一般合适于6毫米下列的异型管电焊焊接,具备焊接成形美观大方,电焊焊接形变量小的特性维护汽体为氩气,纯净度为99.99%。当电焊焊接电流量为50-50A时,氩气总流量为8-0L/min,当电流量为50-250A时,氩气总流量为2-5L/min。